发布时间:2023/8/31 17:35:01 浏览:
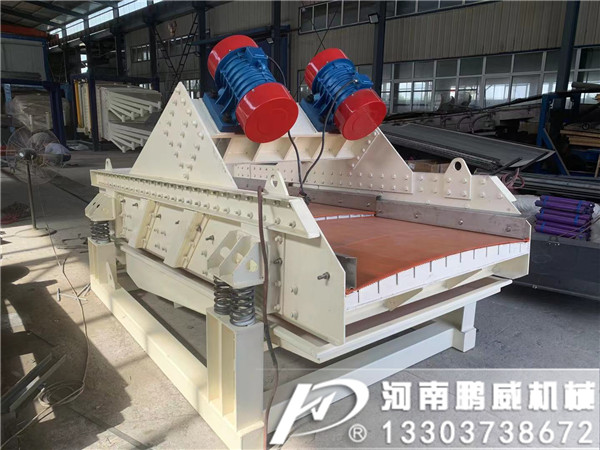
大型振动筛整机装配就是将加工合格的零部件和采购的合格标准件组装起来的过程。研究发现:即使在所有零部件都合格的情况下,装配过程的差异对整机的可靠性影响也非常大,如果装配不当,则易使设备出现摆动、噪声、温度异常等现象,甚至出现螺栓被剪切损坏的现象。
常见的装配方法有传统整机装配和专用工装装配,这里我们介绍一下前者。
传统整机装配步骤:
采用传统装配工艺装配筛体时,先将侧板与内外加强板、加强角钢装配在一起,装配前需要通过打磨去除毛刺,决不允许各接触面之间存在杂物。
具体做法是:
先将一侧的侧板水平放置,垂直组装横梁、加强梁和出入料梁,再与另一侧的侧板、支撑头等组装,从而形成筛箱框架。组装横梁时要检测任意两个横梁之间的对角线,如果差值过大,则需要及时调整各横梁顺序。另外,螺栓不要紧固,待后期紧固。
将筛箱平放在振动平台上,采用同等高度的四个支座支撑安装有支撑头的横梁两端,使两个侧板自然下垂,且下沿在同一水平面上。以侧板加工后的螺栓孔为基准,测量筛箱的对角线尺寸,并将误差控制在2mm以内,调整合格后紧固螺栓。在紧固螺栓的过程中,必须从筛箱中间向两头操作,在两侧侧板中部的螺栓紧固完后再紧固侧板两头的螺栓,以避免造成累计误差。
接下来需要铺装筛板,并用压筛木将筛面压紧。激振器可与筛箱并行装配,在装配夹板式激振器时,轴承外圈与内套要按照标记配对使用,同时轴承压盖与轴承的轴向间隙要符合要求。安装偏心块之前要对其分别称重,再根据质量情况配对使用,确保两侧激振力一致。在组装好激振器后,采用水平仪找平基础,再将刚度一致的支撑弹簧安装在对称位置,以保证上下支座与弹簧接触面平行。最后,将驱动电机等部件与筛体连接起来,此时就完成了整机装配。
提高大型振动筛的可靠性要从设计、制造、使用、维护等方面进行系统、深入地研究。先进的制造工艺是生产优质产品,提高经济效益的基础保证,只有提高制造工艺水平,才能使国产大型振动筛更好地适应国内外的激烈竞争,并拥有良好的市场口碑。